
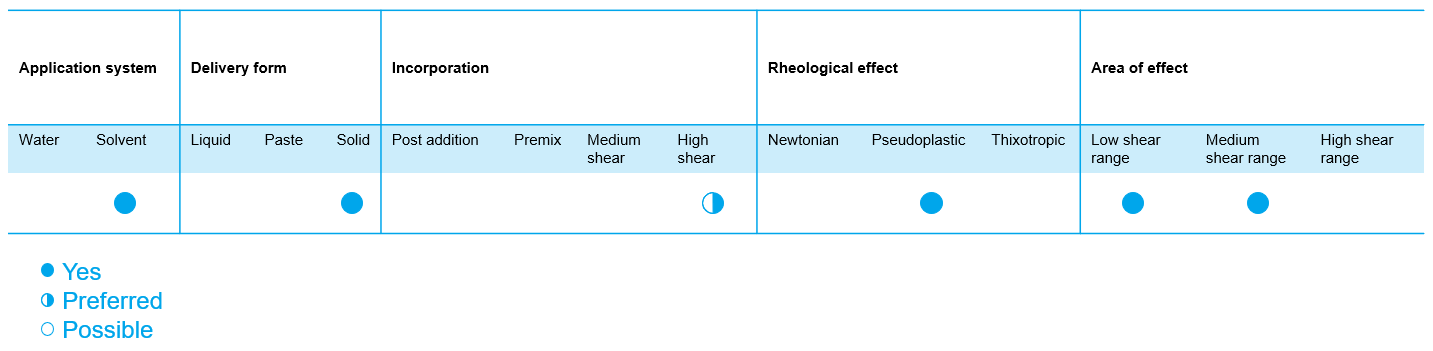
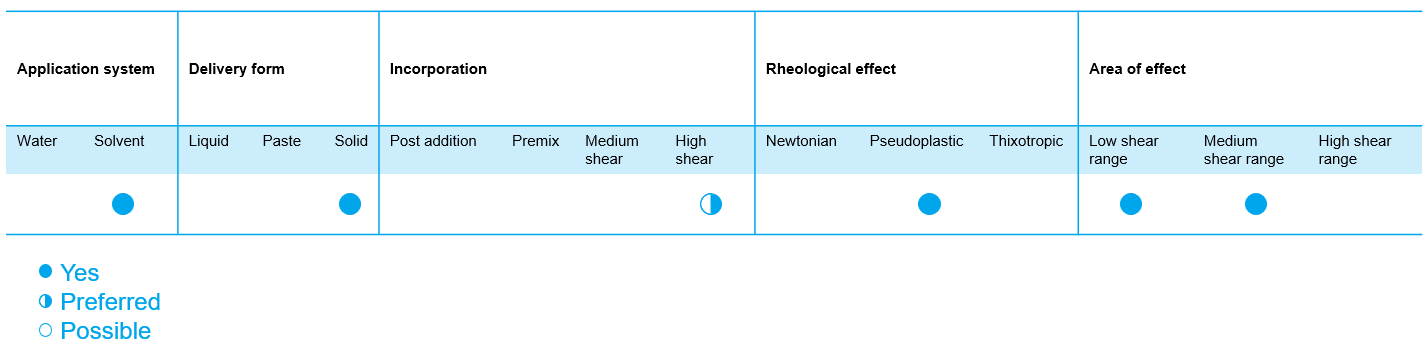
다이아마이드와 피마자유 유도체는 시장에서 널리 사용되는 유기 유변학 첨가제로 분말 형태입니다. 이들은 주로 높은 점도(캔 내 점도)와 높은 필름 두께를 달성하는 데 사용되며, 따라서 두꺼운 필름 코팅의 배합에 특히 적합합니다. 예를 들어 중공업용 부식 방지 및 접착제 및 실란트와 같은 분야입니다.




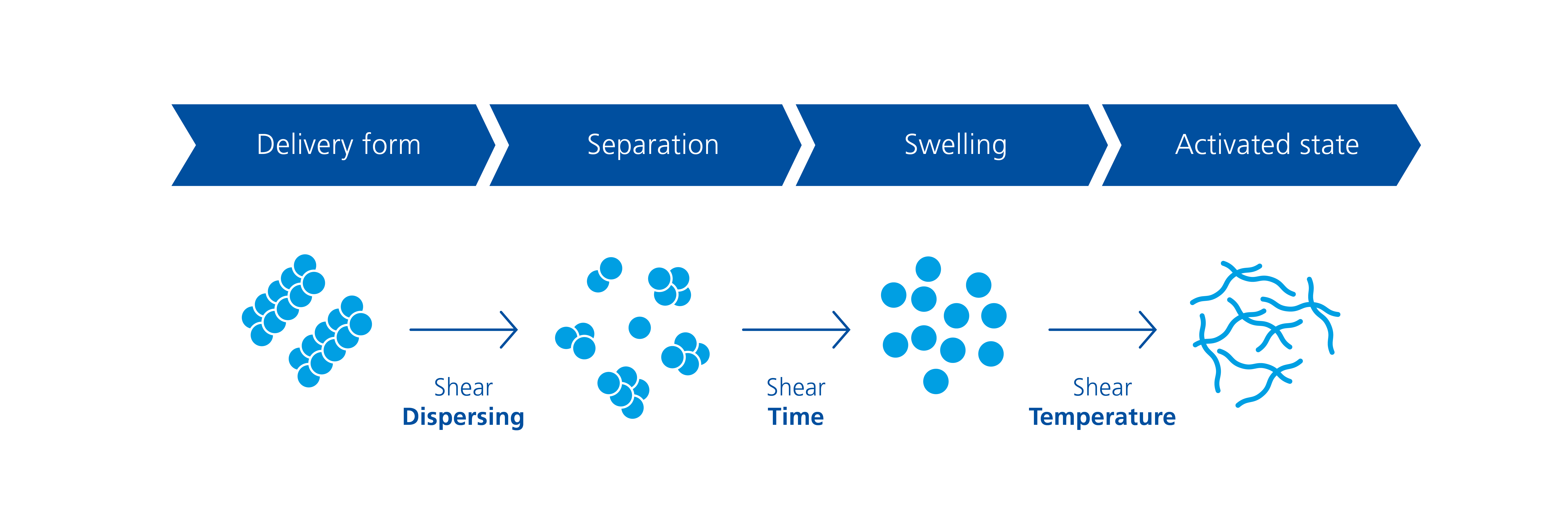
다이아마이드와 피마자유 유도체는 입자 크기 또는 입자 크기 분포 및 화학적 조성이 다른 분말 형태로 존재할 수 있습니다. 유변학 효과를 달성하기 위해, 먼저 활성화 단계가 필요합니다. 이를 위해 분말 입자를 가능한 한 잘 팽창시키는 것이 필요합니다. 팽창에 영향을 미치는 요소로는 배합물의 극성(바인더, 용매), 온도, 적용된 전단력 및 분산 시간이 있습니다. 최대한 팽창된 상태에서 활성 물질이 녹아내리지 않을 때 최고의 유변학 효과를 달성합니다.
두 제품 클래스 간의 주요 차이점은 그들의 용융점이며, 이에 따라 다른 활성화 온도가 필요합니다.
피마자유 유도체의 특성은 낮은 용융점으로 인해 활성화를 위한 최소 온도와 초과해서는 안 되는 최대 온도의 준수가 필요하다는 것입니다. 최소 온도에 도달하지 않으면 이상적인 효과가 달성되지 않고 배합물에서 씨앗 형성 및 광택 감소가 발생할 수 있습니다. 최대 온도에 도달하면 활성 물질이 완전히 용해되어 유변학 효과가 더 이상 주어지지 않습니다. 이후 교반 없이 배합물을 식히면 씨앗이 형성될 수 있습니다.
피마자유 유도체와 달리, 다이아마이드는 훨씬 더 높은 용융점으로 인해 실제로는 최대 온도를 초과하는 위험이 없으며, 따라서 처리가 상당히 단순화됩니다. 그러나 분말을 완전히 팽창시키기 위해서는 훨씬 더 높은 최소 온도가 필요합니다.
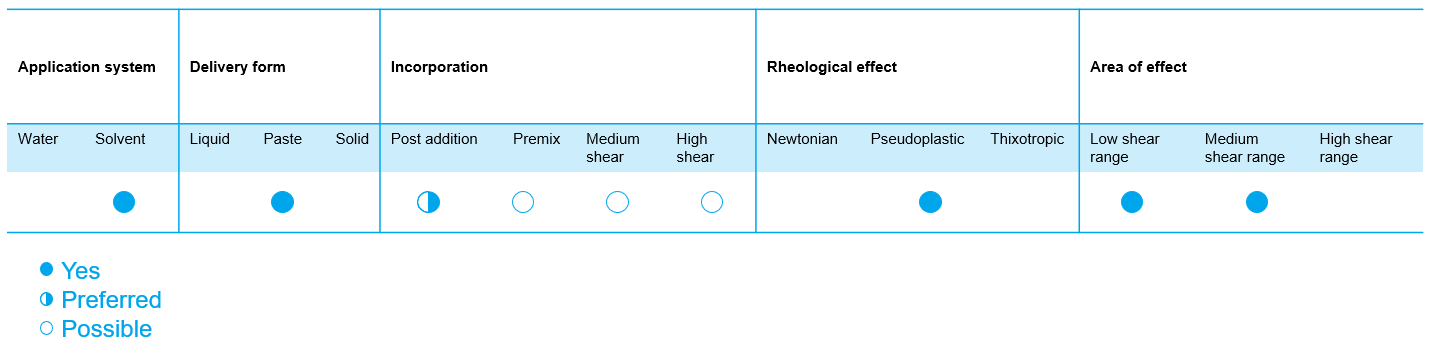
취급 및 처리를 용이하게 하기 위해, 사전 활성화된 다이아마이드 페이스트도 시장에 제공되며, 온도 제어 없이 후첨가제로 사용할 수 있습니다. 이 제품의 단점은 환경 친화적인 배합을 허용하지 않는 높은 용매 함량(80-90%)과 분말 제품에 비해 상당히 높은 가격입니다. 뚜렷한 의사 플라스틱 흐름 거동으로 인해, 다이아마이드와 피마자유 유도체는 높은 캔 내 점도와 필름 두께를 달성하기 위해 좋은 가격/성능 비율이 요구되는 경우 항상 사용됩니다. 페이스트로 사용되지 않는 한(100% 배달 형태), 제품들은 특히 무용제계 시스템의 배합에 적합합니다.
피마자유 유도체는 비극성 알리프파틱 시스템에서 가격이 주요 관심사이고 취급 및 처리가 어려운 것에 익숙한 곳에서 선호됩니다.
다이아미드는 반면에 더 넓은 극성 범위에서 보다 보편적으로 사용될 수 있으며, 심지어 더 높은 온도에서도 응용 시스템의 저장 안정성을 더 잘 유지하며, 중간층 접착에 미치는 영향이 덜합니다.
리시놀유 유도체와 다이아미드 왁스는 수소 결합과 반데르발스 상호작용의 조합에 기초합니다. 다이아미드의 경우, 분자의 아미드 기능 사이의 수소 결합으로 인해 1차 섬유가 형성된다고 가정됩니다. 이 섬유들은 후에 수산기의 수소 결합과 반데르발스 상호작용으로 인해 섬유 묶음과 네트워크를 형성하여 젤 구조를 만듭니다.

![[Translate to Korean:] Diamide waxes](https://cdn.byk.com/fileadmin/BYK/Service/ebooks/Rheology/en/Grafiken_Rheology_2.2_2.jpg "[Translate to Korean:] Activated state")

On this website we use cookies and similar functions to process end device information and personal data. The processing is used for purposes such as to integrate content, external services and elements from third parties, statistical analysis/measurement, personalized advertising and the integration of social media. Depending on the function, data is passed on to up to 9 third parties and processed by them. This consent is voluntary, not required for the use of our website and can be revoked at any time using the icon on the bottom left.
